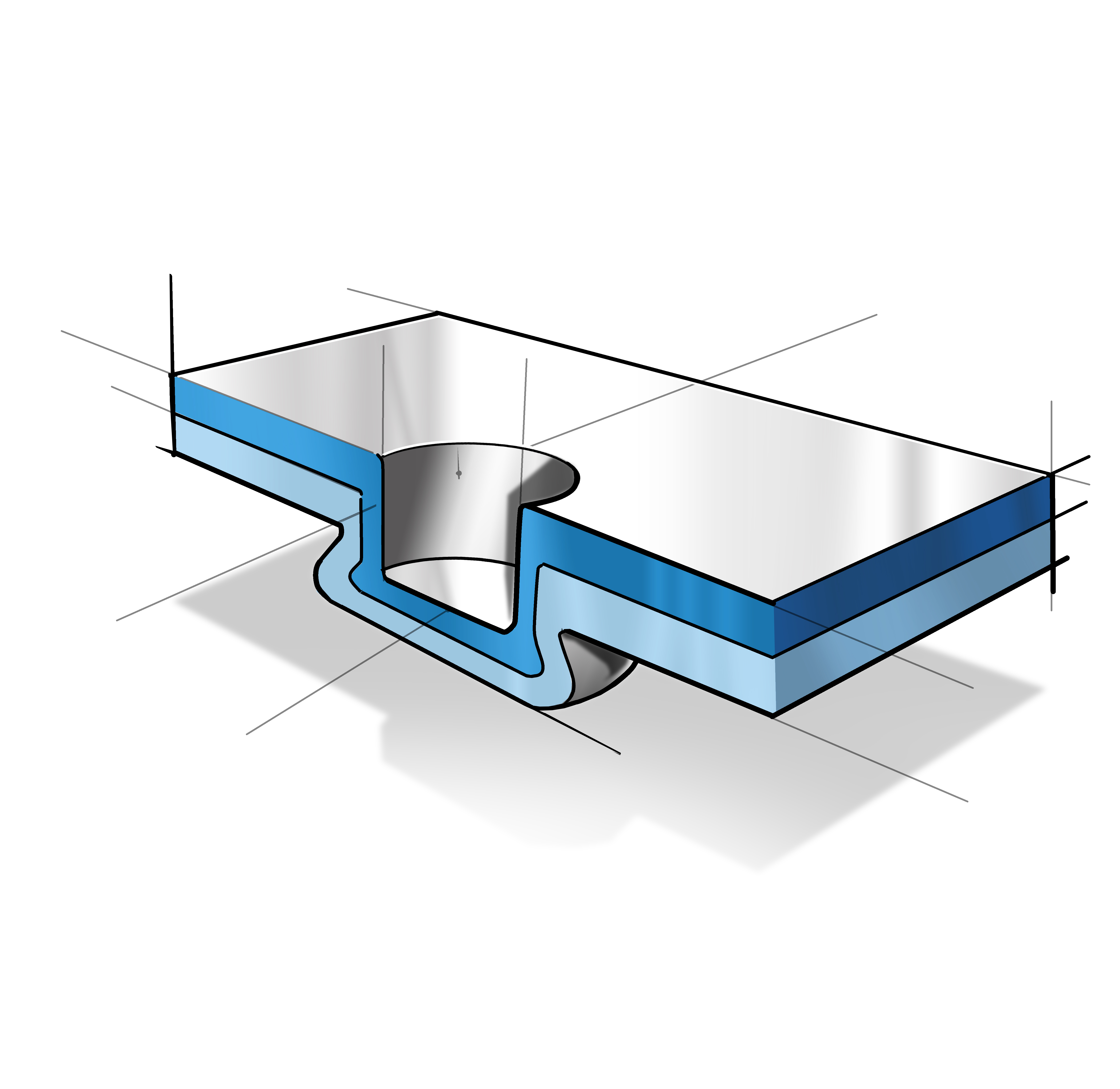
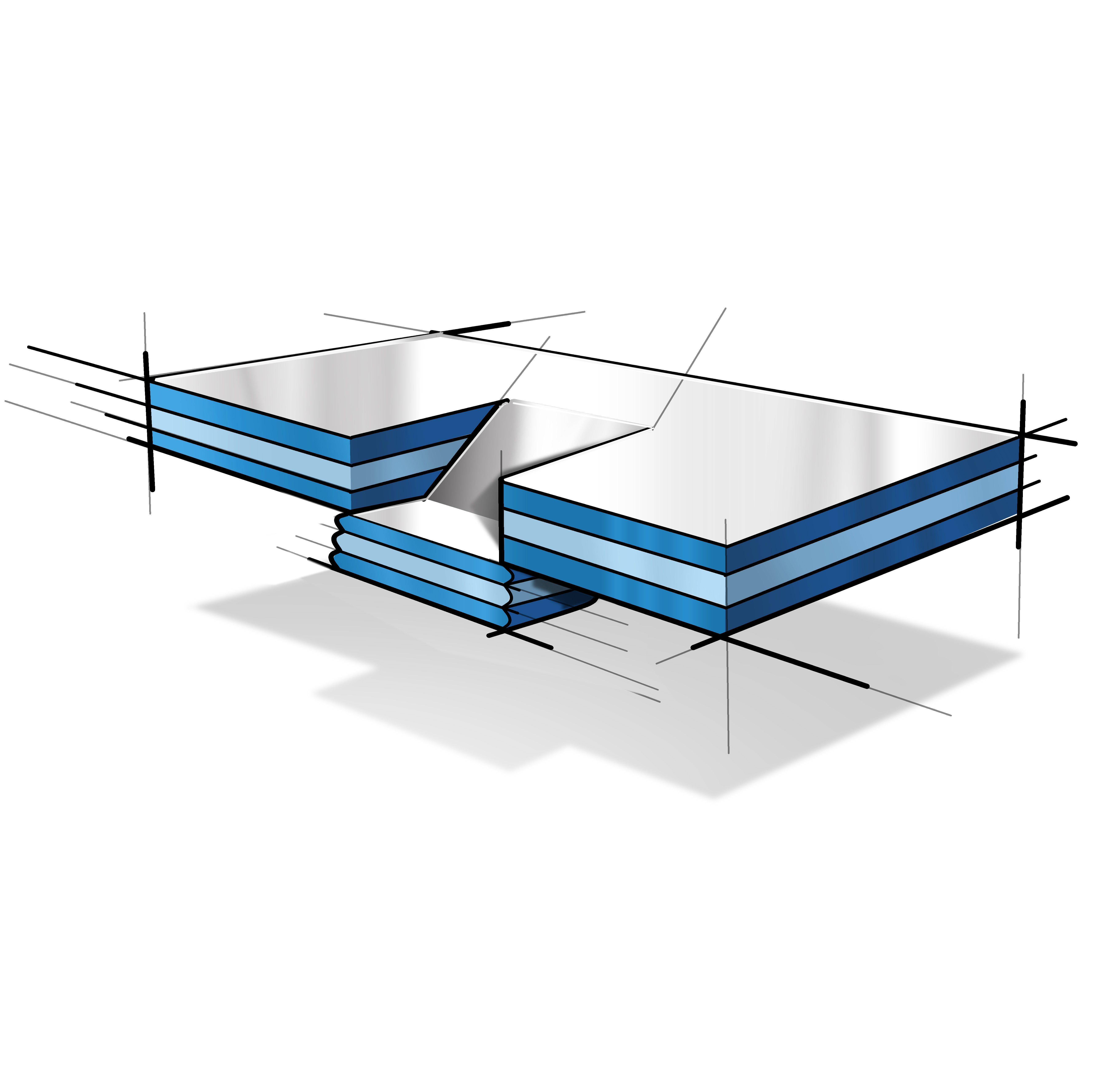
Multiple materials, with different individual thicknesses can be assembled at the same time based on this cost effective, fast and clean process: steel and stainless steel, aluminium and/or non-ferrous materials. Coated and painted sheet metals can also be joined together without altering the surface finish.
Our RIVCLINCH® clinching machines are very simple to use and can be easily included in the production processes. Only 6 bar/87psi is required to use our portable, standalone or modular clinching equipment.
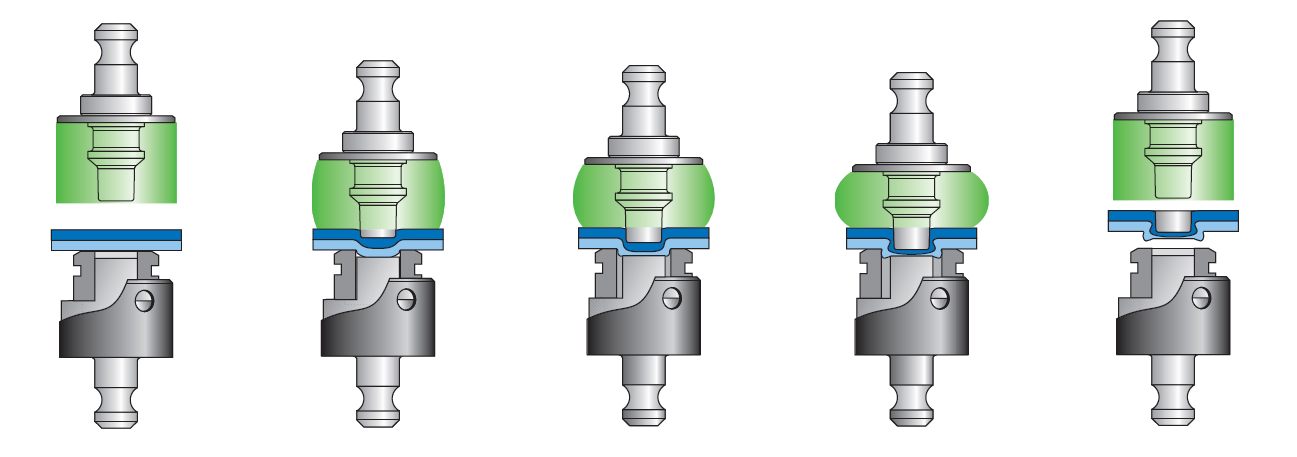
Compared to traditional joining methods such as spot welding, riveting, screwing or gluing, clinching presents different characteristics including low production costs, little preparatory work, safety and environmentally friendly, reproducibility and durability.
Video
 Economic
Economic  Efficient
Efficient  Ecological
Ecological